- 30 januari 2018
- | 2 min. leestijd
Reverse-flow Reactor
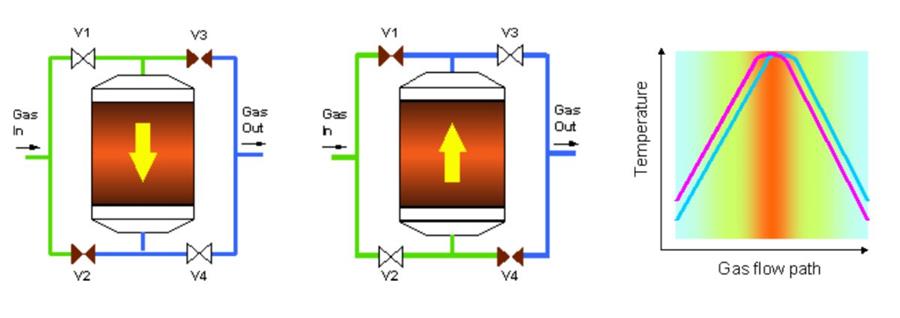
Reverse-flow reactors operate in the temporal regime and combine the functions of heat exchange and reaction in a single vessel. The periodic operation causes an effective counter-current heat exchange, without the need to install heat exchangers at the front and the back of the reactor. Reverse-flow reactors are used in dilute gas systems with a limited adiabatic temperature rise. They are used in SO2 oxidation, NOx reduction, N2O decomposition and VOC oxidation.
Sorry, dit is een premium artikel
Dit artikel is exclusief beschikbaar voor abonnees. Abonneer je nu en krijg toegang tot alle artikels.
Ontdek onze abonnementsformules